上海宇创自动化科技有限责任公司 机器人上下料|机器人弧焊工作站|非标自动化流水线|夹具工装
13918084068

2024-10-19 01:03:35
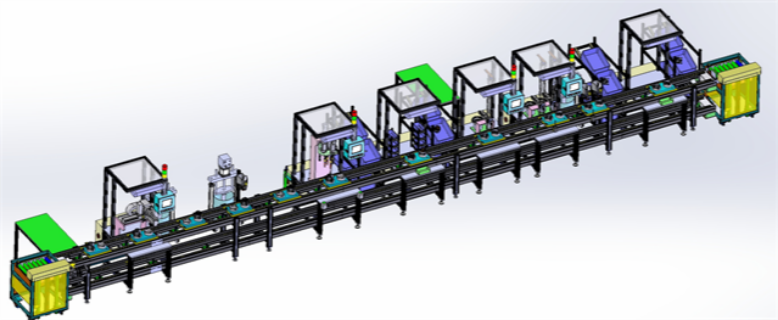
后副车架焊接生产线的功能特点还体现在其多样化应用方面。随着汽车市场的不断发展和消费者需求的日益多样化,后副车架的焊接需求也呈现出多样化的趋势。为了满足不同车型和规格的后副车架焊接需求,生产线在设计时充分考虑了多样化和灵活性。通过模块化设计和可扩展性强的设备配置,生产线能够根据不同的生产需求进行灵活调整和组合。同时,生产线还配备了多种焊接工艺和焊接方法,以适应不同材料和结构的后副车架焊接需求。这种多样化应用的特点使得后副车架焊接生产线在汽车制造领域具有普遍的应用前景和市场竞争力。弧焊工作站的主要优势在于其高度自动化与智能化。上海后副车架焊接生产线制造商

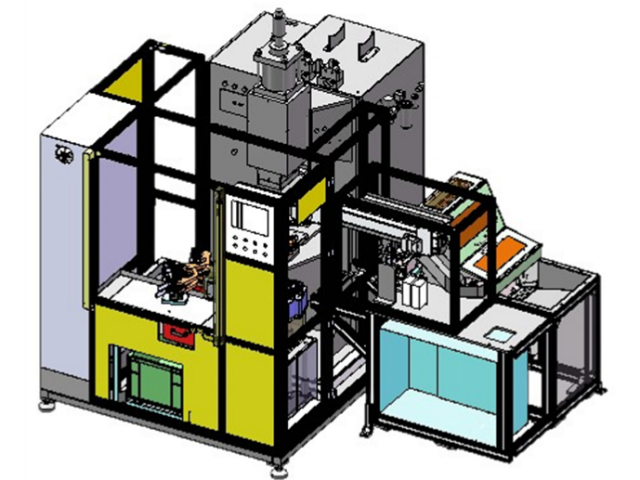
焊接参数的调整是影响焊接质量和效率的关键因素之一。传统手工焊接中,焊接参数的调整往往依赖于焊工的经验和判断,这不仅增加了人为因素的干扰,还难以保证焊接质量的一致性。而弧焊工作站通过集成智能控制系统和精英数据库,实现了焊接参数的自动调整和优化。智能控制系统能够实时监测焊接过程中的各项参数,如焊接电流、电压、焊接速度等,并根据预设的工艺要求和实时数据反馈进行自动调整。同时,精英数据库存储了大量针对不同材料和焊接件形状的焊接参数和经验数据,为控制系统提供了有力的支持。这一功能使得焊接参数的调整更加精确和高效,减少了人工干预的必要性。上海移动式焊接工作站研发激光切割工作站在保证高效切割的同时,也实现了低能耗和环保运行。

复杂形状的焊接件往往具有多曲面、多角度、多层次的特点,这对焊接过程中的定位精度和轨迹规划提出了极高的要求。弧焊工作站通过集成高精度传感器、机器视觉系统和先进的控制算法,实现了对焊接件的准确定位和轨迹规划。高精度传感器:弧焊工作站配备了多种高精度传感器,如激光测距传感器、接触式传感器等,能够实时获取焊接件的三维坐标和形状信息。这些信息为后续的轨迹规划和焊接参数调整提供了精确的数据支持。机器视觉系统:机器视觉系统通过摄像头捕捉焊接件的图像信息,并利用图像处理技术提取出焊接路径和焊缝特征。这一功能不仅提高了焊接的自动化程度,还减少了人为因素导致的误差。
弧焊工作站的主要在于其高度自动化的作业流程。通过预先编程的路径和参数设置,焊接机器人能够精确无误地完成焊接任务,无需人工干预。相比传统手工焊接,弧焊工作站明显提升了焊接速度。机器人焊接速度可达8mm/s,而塞焊速度更是高达1.5点/s,这种高速焊接能力使得弧焊工作站在处理大规模、重复性焊接任务时表现出色。此外,机器人焊接的起弧和收弧过程迅速且稳定,进一步缩短了焊接周期,提高了整体生产效率。除了速度优势外,弧焊工作站在焊接质量上同样表现出色。传统手工焊接受人为因素影响较大,容易出现焊接不均匀、气泡、裂纹等问题。而弧焊工作站通过精确控制焊接参数,如电流、电压、焊接速度等,确保了焊接质量的稳定性和一致性。机器人的焊接精度可控制在0.1mm以内,能够很好地满足高精度、高要求的焊接需求。此外,弧焊工作站还能实时监控焊接过程中的各项参数,及时发现并纠正潜在问题,确保焊接质量的可靠性。通过记录和分析焊接过程中的数据,弧焊工作站能够提供详细的工艺追溯信息,有助于质量管理和持续改进。

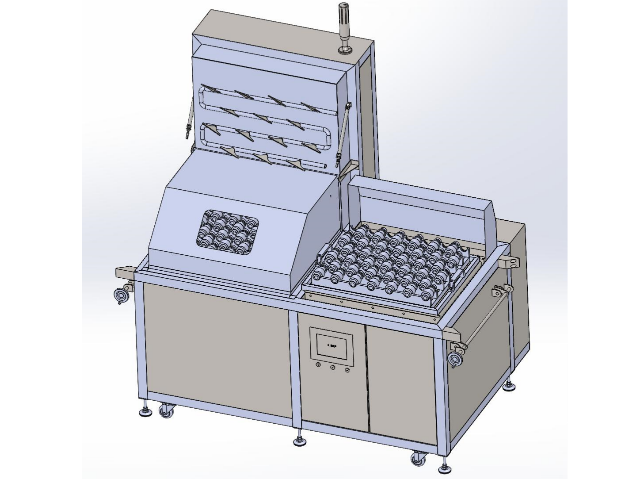
复杂形状的焊接件在焊接过程中需要保持稳定的姿态和位置,以防止焊接变形和焊缝质量下降。为此,弧焊工作站配备了灵活多变的夹具系统,以适应不同形状和尺寸的焊接件。模块化设计:夹具系统采用模块化设计思想,可根据焊接件的具体形状和尺寸进行灵活组合和调整。这种设计不仅提高了夹具的通用性,还降低了制造成本和更换时间。自适应夹紧机构:自适应夹紧机构能够根据焊接件的轮廓和表面特性自动调整夹紧力度和位置,确保焊接件在焊接过程中保持稳定的姿态和位置。这一功能有效减少了焊接变形和焊缝质量问题的发生。快速更换装置:为了方便不同焊接件之间的快速切换,弧焊工作站还配备了快速更换装置。操作人员可以在短时间内完成夹具的更换和调整工作,从而提高了生产效率和灵活性。激光切割工作站具备强大的数据处理能力,能够实时监控切割过程中的各项参数,确保加工质量。上海移动式焊接工作站研发
后副车架焊接生产线的自动化和智能化特点,不仅提高了生产效率,还明显降低了生产成本。上海后副车架焊接生产线制造商
在现代工业制造中,焊接作为连接金属部件的重要手段,其效率和质量直接影响着产品的整体性能和成本效益。随着科技的不断进步,弧焊工作站作为焊接技术的集大成者,正以其高度的自动化水平,带领着焊接工艺的革新与发展。弧焊工作站是一个集成了焊接机器人、自动化控制系统、焊接电源、焊接器、工装夹具等多种设备的综合性焊接平台。其主要特点在于高度的自动化和智能化,能够实现对焊接过程的精确控制和自动调整。通过预先编程的路径和动作,焊接机器人能够按照设定的参数和工艺要求,自动完成焊接任务,提高了生产效率和质量稳定性。上海后副车架焊接生产线制造商